Thanks for the link, Geoffrey! I’ve got so much to learn!
Now, onward with my saga.
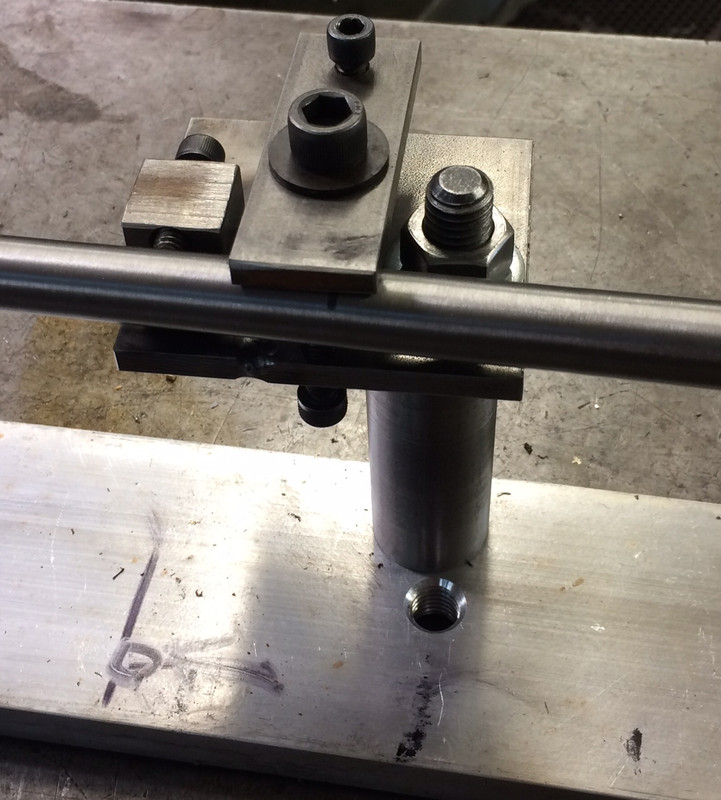
Here’s a photo of a reamer blank set up for milling a slot.

Thanks for the link, Geoffrey! I’ve got so much to learn!
Now, onward with my saga.
Here’s a photo of a reamer blank set up for milling a slot.
Here’s a close-up of my approach to clamping and a shot of a completed one-slot reamer.


Nice mill work! And I like your support solutions (keeping the work supported to prevent the vibration is such a crucial part of it). I’m curious to see how you get along with that reamer design. I recently made a couple of reamers using that same design and they did not behave well for me. They showed a strong resistance to cutting–they didn’t feed into the work very well for reasons that I’m still trying to puzzle out. I’ve made a bunch of different reamer designs over the years, and only recently tried that design after getting a schematic passed along to me that came from Rod Cameron. I was expecting great things and had the opposite experience! I still feel that there is some gap in my assessment of the problem, because it should work great. The fact that it doesn’t makes me think that I’m missing something..
As mentioned in another thread, this reamer warped badly. At least badly in this amateur machinist’s mind: almost .100" TIR. I think I’m going to throw a dividing head on the mill, chuck up another tapered blank, and try making another reamer with two or maybe three cutting edges. Perhaps symmetrical removal of material will keep the warpage down to something I can live with, something under .010" TIR.
Edit: There’s a YouTube video somewhere showing reamers in use at a major European recorder factory, can’t remember which. Freeze framing the video is how I decided on this design. I wonder why they chose it.
Well, you might want to make some cuts with your warped reamer first to see how it behaves. As I said, warpage is normal, and if not extreme it shouldn’t cause any problems. Mind you, I’ve never done any systematic tests to determine this. But I have measured the bores of flutes that I’ve cut with warped reamers and they data points are where they should be. I might do some quick measurements on a larger sample of the flutes done with these reamers to see if there is any measurable effect caused by the warp.
I’ve enjoyed your pictures and description of your approach. It looks basically sound to me.
Nice work!!
Am I correct in assuming that the warping you refer to occurs during the milling process,
and not during some subsequent hardening process? The rest of my post assumes this to
be the case.
I wonder if the lack of lateral support is allowing the reamer to be bent slightly by the lateral
forces of your asymmetrical milling strategy. As the slot is being cut there will be significant
forces pushing sideways as well as downwards. Perhaps this is the source of the warping?
I use a slightly different approach to produce the cutting edges on my reamers. Specifically, I
use a ball-end mill, centered over the reamer and cutting downwards. The section of reamer being
milled is supported both vertically and laterally. The lateral support being provided by disposable
aluminum plates that are held in the jaws of a vice. The vice is periodically moved along the reamer.
It takes many shallow cuts to complete the process.
Here are a couple of pictures to illustrate this approach on a very long reamer:
This approach produces nice sharp cutting edges which can be periodically resharpened using a
diamond plate or sharpening stone. Note, with this approach you have to be careful not to cut beyond
the half-way point. Protecting against this takes a little more careful thought than when producing
a D-shaped reamer, because the height of the intersection of the curvature of the ball-end mill bit
and the outer surface of your reamer changes over the length of the reamer. The trick is to start
above center at the narrow end and work toward the wider end.
I just mention this because it is easy to destroy an almost finished reamer if you realize this too late. Don’t ask me how I know this! ![]()
I just finished reading the long, somewhat combative thread about bore profiles you linked above. (I almost thought I’d wandered into a Facebook “discussion” about wearing a mask in times of COVID-19!) Anyway, it occurred to me that perhaps it’s warped reamers that cause “chambering”! Ha! Seriously, I used to think it was hard to put 300 kids on stage for a passable Christmas concert with a Hallelujah Chorus finale. Now I’m beginning to think my career as a school orchestra director (I just retired) was child’s play compared to making a flute!

Good input! Thanks! My method of milling keeps the blank lined up straight during cutting, and lateral forces are minimal because I take such small cuts–countless passes, .005" each pass. It’s only when I release it after milling that it springs into a banana (away from the cut; in other words, the cut is on the outside curve of the banana).
Say, what model of mill is that you’re using? It looks very similar to mine.
I finally figured out how to get full size images to post! Only took five years. That’s embarrassing…
Anyway, I’ll see if I can’t “fix” my older posts in this thread. Meantime, here is a reamer holding device that actually clamps the work from multiple angles to prevent movement. You’ll notice that it only works for side-cutting with an endmill. Paddler’s cutting approach wouldn’t work with this set up, but his solution for that is scarcely to be improved upon.
I did not make this particular solution, but my machinist-mentor designed and built if for me.
William, I think what may be happening is that your work-holding approach is bending the reamer.
Specifically, the center support, in order to provide sufficient lateral support, is being tightened to
the point that it pushes the center of the reamer upwards before the slot is cut. In your last picture
it is clear that there is no opposing force to prevent this bending. And since the resistance to lateral
movement in your approach is achieved only via friction between the brass plate and your mill table,
that central support must be pushing up quite hard on the center of the unsupported reamer blank.
Oh, and my milling machine is a Grizzly G0704.
My mill is a Weiss VM25L. Very similar I think.
Good guess about that central support. On that same assumption I milled another blank, same slot profile, without the central support, and the warp was just as bad. I don’t think how I support things while cutting is the problem. It may help minimize chatter for a cleaner finish, but the warp (I believe after digging around a bit) is the result of internal stresses released in the cold-rolled steel rod itself cut to an asymmetrical profile.
I’m going to put an indexing head on my lathe this weekend, cut two opposing slots, and report back with results.
When you milled a blank without using support, did it warp in the same direction?
It does not surprise me that milling with no central support can bend the blank too.
In fact, that is what I would expect, in addition to more chatter.
I use O1 tool steel for my reamers. I have not noticed any obvious warping, but it is
difficult to tell when the reamer profile is itself irregular. I suppose the best way to tell
is by cutting a bore with the new reamer and then profiling that bore to verify that it has
the same dimensions as the bore you are copying. If the bore that the warped reamer cuts
is still accurate, that would imply that there is enough flex in the reamer to straighten
itself out while reaming. But for short, fat, reamers this seems unlikely to me.
I suppose you could also try bending your warped reamers in order to straighten them again.
Without the support it warped in the same direction and to the same degree. I really don’t think it’s a support issue. I’ve used 01, Stressproof, 1095, something unmarked off someone’s shop floor.
It’s easy to tell if my reamers have warped because they wobble noticeably and then measurably (as much as .100" TIR) when I slowly spin them.
My comparison of steel to wood (in the Flute Making Apprentices thread) was to illustrate this phenomena of tension. Untreated steel has tension, and the cold-roll seems particularly prone to it, which is why hardening is probably the only solution. That or you make a multi-blade reamer so there is no asymmetry.
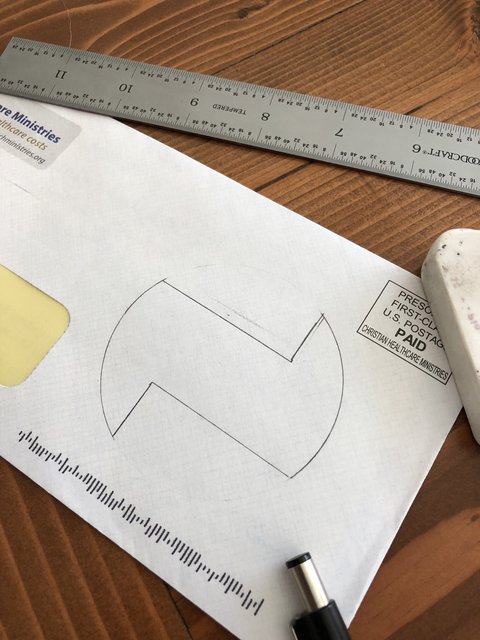
Your sketch is a good approach (below is the drawing I made before I did my first two-bladed reamer). Like the 4-blade version, there was no warping. All of the D-profile reamers I’ve made have warped, but they have all been long and thin. I don’t know if a shorter, thicker reamer that has warped will behave the same way or if you are more likely to get an eccentric cut…

The saga continues . . . (and bumped off the flute forum for some reason)
Here’s a picture of my dividing head, set up on my mill. It’s a little bit overkill, but it makes milling two opposing slots very easy. Using an ER32 collet holder also revealed that my lathe’s three-jaw chuck is worse than I’d thought, off by .001" to .0015" in more than one axis. Kinda makes me want to get an MT4-ER32 holder for my lathe before turning flutes.

Here’s the set up on the other end. Using an indicator I adjusted clamping pressure evenly and kept the reamer straight while milling.
(The lawn mower and pistol targets are seldom a significant part of my flute making saga. I said seldom, not never! Ha!)

The finished two-slot reamer (profile in earlier post) is about .005" TIR at the small end, not bad considering stacking tolerance errors from a three-jaw chuck, live center, taper jig, dividing head, and collet chuck. I wasn’t happy with almost .100" TIR in the single-slot reamer. I think I can live with .005" in the two-slot reamer. (It still bugs me as a machinist, but I think it will work for its intended purpose.)

The slot profile I chose makes stoning the edges very easy, and the result very sharp.

Quite a lot of work you have done there! While it’s interesting to see what has gone into this project, I realize I lack so many essentials for making my own flute. Should I take up the flute, I’ll have to have someone make one for me!
Maybe that will be me! What kind of flute would you like to play?

