I mill my reamers to slightly less than 3/4 round. The cutting edge has a bit of positive rake this way. The edge is ground on the flat, and then burnished into a cutting edge with a short piece of hardened steel round held about 3-4 degrees from level away from the reamer that I hold in vice grips. If the reamer is too narrow in spots, I will burnish a little more in that spot. Or if a major change is needed I will use a point punch and hammer and upset the metal out a few thousandths over the insufficient part of the range. I use a .45 carbon steel called Stressproof for the reamers - though I have found them to be longer lasting if I use W-1. These are left unhardened. Heat treating would cause warping of the metal (its not just wood that warps).
I’ve seen flat reamers for the long narrow bores roughed out of concrete cutting blades, using a water jet. These are then ground to a 1/2 round or less profile. These are really quite effective and that is fantastic, tough and sharp enough steel. I have some bagpipe reamers that were forged by a friend of mine who is a great blacksmith from air hardening D2 steel that are keeping their sharp edges well. One is ground to the bore profile of a lovely old set of Kenna Pastoral Pipes that surfaced just a mile from here that copies very well and is easy to reed. I want to make a pair of these this next year.
The billets are turned round, pilot bored to 1/2". Then I will use hose clamps on the ends and 2 side by side in the middle and reef these tight. These keep the wood from splitting during reaming. The 2 in the middle also provide a place to hold the work with a carpenter’s clamp. The lathe is set at the slowest belted speed (about 145 rpm) and the reamer is lubricated with beeswax once its warm. Here is what it looks like - from the perspective of the chuck (I mounted a GoPro Camera on the chuck itself so it went around with the reamer):
Its hard enough maintaining a living flute making or instrument making, especially here in the US where we get no support for the arts usually. Trump is making it worse. The discussion about the Tax Bill and its passage isn’t helping. Usually I take in anywhere between $4500 and $7500 worth of new orders in December - this has been the case since 2013. But this month I have only taken in 2 Folk Flute orders worth $900 and am not getting the usual last minute rush order requests. I suspect we are headed for Recession soon - and have noticed through several decades how a bad month similar to this month is the early warning sign of economic strife ahead. This is the worst month I have had since the beginning of 2013, when I should have experienced a Holiday Rush of orders. I can’t even imagine having the responsibility of paid or even unpaid apprentices right now. Most of us are self-employed and do not have the tooling, budget, supplies or time to train apprentices or students on a regular basis. To do this would require some sort of granting or sponsorship or patronship which is highly unlikely in this day and age, despite their grandiose talk of how the Tax Cuts will trickle down (they’ve been promising us this since the Reagan Administration and Will Rogers even used that phrase in response to the tax cuts of the Hoover Administration in the Roaring 20s almost 90 years ago!). Its just not going to happen.
There was the London College of Furniture instrument making degree program - a search for this shows that it has ended that. There are occasional classes offered here and there. There is a huge base of knowledge both printed (Galpin Society Journal, AMIS, Early Music, etc.) and online (FOMRHI especially, YouTube videos, websites) that many of us have created together over the years. Best would be to use it, be willing to make a lot of mistakes and go down several dead ends. Eventually you will emerge as a maker. This is how most of us did this. Some even figure out how to make a steady income from it - but don’t hold your breath! Keep your Day Job for now…
It’s certainly interesting to compare the guitar-making world with the flute-making world. In our world, the maker is pretty much on his/her own. With a few exceptions (gun-drills for example) we have to make our own tools, reamers and cutters, source our own materials, and so on. Some years back, I had reason to sign on for email alerts from Stuart-Macdonald, the guitar-builder’s-suppliers. It seems just about every day or two since, I receive information about yet another incredibly inventive tool or resource the successful guitar-builder clearly needs to own! Gaze in wonder at their catalog:
Imagine for a moment what a flute-maker’s supply website could look like! Reamers, cutters, tuning slides, keys, flute blanks, cases, measuring tools, flute-making kits, etc, etc! How have we escaped being similarly targeted? Would we have resisted?
(To be fair, there are woodwind repairer’s suppliers, but they so far seem not to have noticed the likes of us!)
A couple of things to add to the discussion on reamers. I prefer the multi-flute design (as shown in Paddler’s picture of Geoffrey Ellis’s reamer), but it takes me at least a day and usually closer to two days of rather tedious work to make one and then they rarely come out exactly as planned. Fortunately you can have custom reamers made commercially (Gammons Hoaglund is one good maker) so I can spend the same one or two days more enjoyably making flutes which produces enough income to pay for the reamer and a little left over.
You can buy standard taper pin reamers on ebay for 20 to 30 dollars. They have more of a taper than you want for a flute (1:48 or 1:50 versus around 1:64 for a typical average flute taper) but they are very useful if you want to get an idea of how the multi-flute reamers work. They will also give good information for designing your own reamer. I often use the commercial reamers for some initial cutting so that I can keep my best reamers sharp for a final cut.
When making a long bore I like to ream in shorter sections with a series of overlapping reamers. So a 12 inch long taper would be made with 3 reamers each having an “active” length of 4 inches and tapered off at the overlaps. This permits reaming with less torque and less heat, as well as allowing a little room for experimentation in changing the profile.
It’s always interesting to hear/see how various makers solve the same problem, wooden flute makers all seem to have somewhat different ways to skin the cat, so to speak.
We used scoop reamers for hogging out 90% of the wood left after gun drilling. The final ream was done with a multi-flute reamer which essentially had 2-3 flutes and reaming edges on one half of the reamer and the other half was solid. I didn’t think to ask (doh!) at the time if the the multiple edges were set at progressive heights, but I think they might have been, based on the way those reamers performed. For sections that needed a socket, the reamer would include a socket cutter at the end of the reamer, HUGE time saver when doing small scale production the way we did - usually working on 50-100 instruments in a run.
I wonder how most of you hold the piece being reamed? We reamed on the lathe using a chain whip with an affixed handle that was long enough to be braced on the side of the lathe bed. The chain whip was placed around the piece to be reamed and this kept the piece from rotating as it was fed onto the chucked reamer with the lathe turning the reamer at low speed. Seemed quite sketchy to me when I was first instructed on how to do it, and I thought I might lose a hand in the process, but it worked really well, and I still have all my fingers after many thousands of sections reamed, lol.
I actually utilize a “reamer station” that I built at the back of my shop. It consists of a very substantial gear motor with a special tool holder attached to it for the reamers (the reamers have a hole through the shaft, so they slide into the holder and then are secured with a 1/4" steel pin through the shaft). The gear motor is set to 100 RPMs and it has massive amounts of torque. I usually work with billets that are still square. I don’t use a lot of conventional flute woods, so I don’t have to have them pre-bored or turned to facilitate drying. Because of this, I can pilot bore square stock which I then clamp into a set of v-blocks, securing them in between with two very large C-clamps. These provide “handles” for me to hold onto and I simply stand at the end of the reamer and feed the stock manually. It can be pretty physical at times (which is why I like the idea of using a series of shorter reamers). In the past, if I’m making a continuous cut with a long reamer, it takes a lot of strength to control the workpiece and not let the reamer snatch it away and spin it in mid-air! Fortunately the RPMs are slow enough to make this fairly safe.
Interesting that Dave Copley mentioned taper pin reamers to get an idea how a multi-flute reamer would work. That’s exactly what I use for Uilleann pipe chanters. I have a set of 6 taper pin reamers, #3 through #8, that I brazed to an extension and t-handle. They are overlapping sizes as mentioned earlier, and I can ream by hand with the t-handle holding the chanter with my other hand. Tedious and slow, but i’m not turning out production quantities. The smaller diameter of the chanter makes it easy to hold and doesn’t require too much torque. I’m not sure it would work for a flute though.
Geoffrey, interesting reaming set-up you have. Must be nice to not have to deal with the seasoning process and all that goes with it, but then you have to stabilize the wood, so I there’s that. I’m wickedly allergic to most of the traditional woods now, so I’d have to go your route if I ever went back to instrument making. Anyway, the chain whip alleviates the need to resist the machine torque, so less of a workout, for those who are into that, lol.
Mike, Old School T handles, nice. Gets the job done. Don’t want to try that on a bass recorder, but we had some T handles around for the wee instruments.
Has anyone bothered to make expanding mandrels for holding reamed sections via drawbar on the headstock end?
I’ve been fortunate so far in not being allergic to tropical woods, but despite that I’m phasing them out completely. In this day and age, with CITIES, rainforest destruction and a number of other considerations I just decided to bend in the wind a bit.
I haven’t tried holding sections of flute on an expanding mandrel yet, but it’s a great idea. I recently got a bunch of 5C expanding soft collets and step collets so that I can machine them for specialty tasks like holding odd work pieces.
For example, I’ve recently added a stainless steel foot cap to my Pratten style flutes to help balance them. Because I don’t use a foot joint and I’ve taken to using a fully lined head, the flutes felt a trifle top-heavy. So I decided to make a decorative metal foot with enough weight to fix the issue and it worked like a dream. But the problem with machining the foot caps was figuring out effective ways to hold the work while doing different tasks (they have to be counter bored in addition to doing an outside profile that includes a raised ring). Expanding collets and step collets to the rescue! They make everything easier and it would seem feasible to adapt some for holding flute sections. Fast, too, if doing production work. Here are a couple of pics…
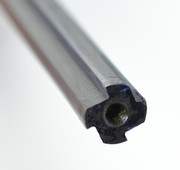
So far the only reamers that I’ve made that don’t warp have four cutting blades (attached thumbnail). A two-bladed reamer should be okay as well, because you are removing equal amounts of material from each side of the steel taper. Any D-profile reamer or variations on them are going to warp. There may be ways to harden the steel after you make the reamer, perhaps holding it under tension to keep it straight during the process (which I believe involves dipping the steel in some type of powder and then heating it to red hot, cooling it in a particular way, etc.). But this is going to have a big cost/pain-in-the-neck factor, even if you can find someone who offers the service.
My experience so far is that a warped reamer doesn’t matter–it still cuts straight if you put a pilot on the end of the reamer (a short cylindrical section of the reamer that tracks on the pilot hole that you have drilled in the wood) the reamer will still cut straight. This may not be true in case of a really extreme warp, but I’d have to see what degree you are talking about.
Steel is like wood in terms of having the equivalent of grain-tension that gets released when you cut it. There are probably hardened steels that won’t do this, but you don’t want to try to make a reamer out of something like that! I tried making one from stainless steel one time, just for kicks, and it was a fiasco. Just too hard to machine.
This reamer below does not have a pilot on it because it is a four-bladed version and is perfectly straight.
Everything Geoffrey Ellis says is true. I would add some additional remarks.
One form of hardening is called ´Case-Hardening´. Essentially you use surface treatments (often powder) with heat, to increase the carbon content of the steel surface. The ancient process of making Wootz Steel in Northern India used a process similar to this by heat-soaking thin plates of low-carbon iron packed in charcoal for 36 to 48 hours at high heat. This is probably not readily accessible to you A quick and dirty method I have used in the shop is to make small cutters (like for example fraises for undercutting holes out of mild steel and then using a proprietary product like ´Casen-It´, available at welding shops), to harden the cutter teeth and make them last longer. I never used this on reamers, since their size precluded getting them uniformly heated all at one time. . .this makes the warping worse, and since the cutter is now hardened, straightening it more difficult The answer here is to use a step-drilled pilot hole. A mild steel reamer will then readily cut ´straight´. I have made tapered reamers for flute bodies, but most of my direct shop experience was with reamers for uilleann pipe chanters, where the cross section went from about 1/2 in. down to about .187 in. These are pretty ´wiggly´ so using step drilled pilot holes is imperative. So is patience.
Good suggestion on the step drilling! I use this method whenever possible and it makes everything better. Of course you have to have the variety of drill sizes available to do it effectively, and on some very short pieces of wood (like the foot section of a flute, for example) it would be pointless because the taper over that distance is not significant.
I think hardened steel reamers would be the ideal if you had the means to do it conveniently, but I never have (at least not conveniently), and if you have it done for you the person needs to know what they are about or they can harden the warp permanently as Bob points out. I’ve gotten quite practiced at making reamers so I decided that I’d rather have to re-make a reamer every few years rather than bother with hardening. And there are ways to keep a nice, sharp cutting edge on the reamer during it’s useful life. So to make things easy for me I use 41L40 steel, which is quite easy to machine for an alloy steel (thanks to the addition of lead, so don’t inhale any of the metal dust if you sand it!). It can be heat-treated, but I don’t bother.
Careful. Pretty soon your normal friends will start to avoid personal contact, and all you’ll have to fall back on for human contact are flute makers. And conversations about reamers, and boring, and partials reinforcement, tool steels, aerodynamic losses, socket cutters, scale lengths and so on. And then it’s all downhill from there…
But, on the bright side, nothing is quite as much fun! As I’m sure Shakespeare said, “the flute’s the thing…”
FWIW, since the initial creation of this thread the Ballyfermot College of Further Education now has a traditional music performance course with an instrument-making strand, which when I last checked had the option of flute-making.
Heh heh. I can’t help but be taken back to Comhaltas workshops around the Fleadh in Listowel in 1974 where I was assured in serious tones that the music was severely on the decline. And here we are 46 years later, and young players are being tutored not only to play but to record and produce their recordings on Digital Work Stations. And make instruments if that’s what drives them.
I don’t know, young people these days. The world’s going to hell in a handbasket…